Impact of Focal Length Offset on Joint Integrity in Laser Welding of Battery Busbars
As the battery and electric vehicle (EV) industry continues to evolve, ensuring the highest levels of quality and reliability in battery assembly is paramount. One critical aspect that significantly influences the structural integrity of battery packs is laser welding of the packs with huge cell to cell height variations. At Light Mechanics Ltd, our we have observed considerable battery pack height variations, ranging from 1mm to 5mm. This focal length offset can affect the joint integrity of busbars in a number of ways leading to porosity and incomplete fusion. This article explores the impact of laser welding on battery packs with high cell to cell height variation and its resulting weld quality, emphasizing the importance of maintaining tight battery pack height tolerances in achieving optimal joint integrity.
How Focal Length Offset Affects Joint Integrity
Joint integrity of the Battery Pack in laser welding can be evaluated based on three key criteria:
- Weld Penetration (weld depth and weld width)
- Weld Porosity
- Mechanical Strength
The optimal joint integrity is achieved when the surface of the workpiece is positioned precisely at the laser beam focal point. At this point, the power density is maximized, providing the ideal conditions for welding. However, both positive and negative defocusing enlarge the laser beam, which reduces the input power density. As a result, significant defocusing can lead to compromised weld joints due to increased height variations.
Experimental Insights on Battery Laser Welding Trials.
Samples Used:
- Cell Format: Prismatic
- Top Metal (Busbar): 2.5mm Aluminium, 1000 series
- Base Metal (Cell Terminal): 5mm Aluminium, 1000 series
- Expected Pullout Force: >=800 newtons
- Expected Weld Penetration: 1.5mm
Result and Observations:
- Target was to achieve a weld penetration of max 1.5mm penetration in the cell terminal.
- When the laser was precisely focused, the expected weld penetration of 1.5mm in the cell terminal was easily achieved with a pullout force that exceeded 1000 newtons. (The busbar did not break during the test and the weld remained intact)
- An offset of the laser beam of >= 2mm from the focal point led to a 60% reduction in weld penetration, with increased risks of porosity.
Such offset in focal length directly impacts the weld strength of the joints, leading to potential issues such as:
-
- Premature failure
- Reduced durability
- Compromised electrical conductivity within the battery pack
Our regular laser welding trials on batteries indicate that the optimum tolerance window for laser welding prismatic batteries ranges from +1mm to -1mm in normal high power lasers. Therefore, we recommend battery pack manufacturers to maintain accurate height tolerances during battery assembly to optimizing the structural integrity and reliability of EV batteries.
Can The Laser Process Window Be Optimised With Right Laser Selection?
The Right Choice of Lasers
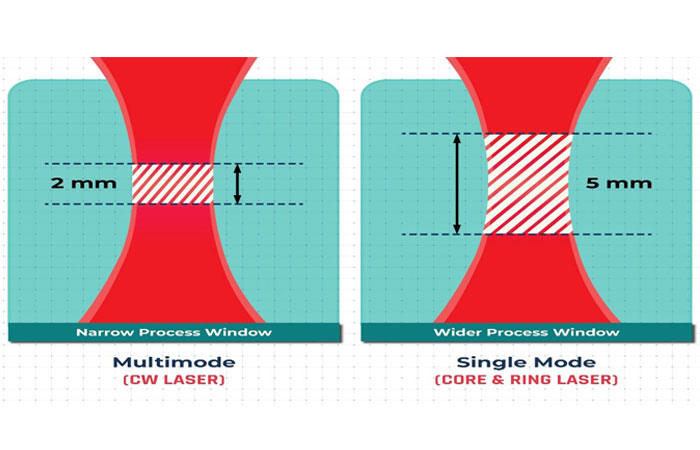
Selecting the appropriate laser technology can significantly enhance the welding process by maximizing the effective process window. Today we have high-end lasers with dual beam technology which are spatter-free in nature and provide a much higher process window in laser welding of battery packs. The use of single-mode lasers with core and ring beam technology is particularly beneficial in this context. This advanced technology allows for wider focal length adjustments, expanding the Z process window from 1mm to as high as 5mm without affecting the joint integrity.
Advantages of Core and Ring Beam Technology
- Increased Process Window: The dual-beam configuration enables the laser to maintain effective welding parameters even with variations in the height of the workpiece, allowing for more tolerance in assembly.
- Enhanced Power Density Control: The core and ring beam design enables better control over the distribution of power density, resulting in improved weld penetration and reduced porosity.
- Improved Weld Quality: With the ability to adjust focal lengths effectively, manufacturers can achieve consistent weld quality, reducing the likelihood of defects and enhancing the overall performance of battery packs. The aesthetic appearance of the laser welds also improve considerably with these lasers.
- Ability To Weld Dissimilar Metals: These lasers have the ability to process similar as well as dissimilar metal welds with much ease.
- Spatter-Free Welding: The laser in the ring helps in supressing the spatter. This helps in reducing material removal from the weld joint in the form of spatters providing a more cleaner and strong welds.
Conclusion
In summary, maintaining accurate height tolerances during laser welding is critical for the structural integrity and reliability of EV batteries. Our findings emphasize that the optimal tolerance window for laser welding prismatic batteries is between +-1mm. Furthermore, the strategic choice of laser technology, specifically utilizing single-mode lasers with core and ring beam technology can significantly enhances the process window of laser welding, facilitating wider adjustments and improving weld quality.
As the EV industry continues to grow, investing in advanced laser welding solutions will be crucial for battery manufacturers aiming to meet increasing demands for quality, reliability, and performance. This article highlights the significance of maintaining accurate height tolerances during battery assembly to optimize structural integrity and reliability of EV Batteries. By optimizing focal length offsets and selecting the right lasers for welding, manufacturers can significantly enhance the quality and structural integrity of battery packs. This focus on tight tolerances and laser precision is crucial for ensuring the reliability and performance of electric vehicles, ultimately supporting the transition to a more sustainable future in mobility. Investing in advanced laser welding solutions not only improves product quality but also paves the way for innovation in battery technology, making it an essential step for the EV industry.
Article By

Shipra Sinha (Director – Marketing) is a seasoned expert in laser welding technology and is a pioneer leader at her company Light Mechanics, which is a leading manufacturer of specialized laser welding systems for automotive and EV applications. With over 13+ years of experience in the laser industry, Shipra is dedicated to driving innovation and excellence in automotive manufacturing through advanced Laser welding solutions.